PLA-3D-Druckerfilament, rote Farbe
Produktmerkmale

- Verstopfungsfrei & Blasenfrei:Diese PLA-Nachfüllpackungen wurden so konzipiert und hergestellt, dass sie ein reibungsloses und stabiles Druckerlebnis garantieren. Sie werden vor dem Verpacken 24 Stunden lang vollständig getrocknet und anschließend mit Trockenmittel in einem PE-Beutel vakuumversiegelt.
- Verfilzungsfrei & feuchtigkeitsfrei:Das rote TORWELL PLA-Filament (1,75 mm) ist sorgfältig aufgewickelt, um Verwicklungen zu vermeiden. Es ist getrocknet und vakuumverpackt in einem PE-Beutel mit Trockenmittel. Bitte führen Sie das Filament nach Gebrauch durch die vorgesehene Öffnung, um Verwicklungen zu vermeiden.
- Kostengünstig und breit kompatibel:Mit über 11 Jahren Erfahrung in der Forschung und Entwicklung von 3D-Filamenten und einer monatlichen Produktionsmenge von Tausenden Tonnen Filamenten ist TORWELL in der Lage, alle Arten von Filamenten in großem Umfang und in Premiumqualität herzustellen. Dies trägt dazu bei, dass 3D-Filamente für die meisten gängigen 3D-Drucker wie MK3, Ender 3, Monoprice FlashForge und andere kostengünstig und zuverlässig sind.
| BRand | TOrwell |
| Material | Standard PLA (NatureWorks 4032D / Total-Corbion LX575) |
| Durchmesser | 1,75 mm / 2,85 mm / 3,0 mm |
| Nettogewicht | 1 kg/Spule; 250 g/Spule; 500 g/Spule; 3 kg/Spule; 5 kg/Spule; 10 kg/Spule |
| Bruttogewicht | 1,2 kg/Spule |
| Toleranz | ± 0,02 mm |
| Speicherumgebung | Trocken und gut belüftet |
| DVersuchseinstellung | 55˚C für 6 Stunden |
| Begleitmaterialien | Bewerben Sie sich mitTorwell HIPS, Torwell PVA |
| Zertifizierungsgenehmigung | CE, Sicherheitsdatenblatt, REACH, FDA, TÜV und SGS |
| Kompatibel mit | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker und alle anderen FDM-3D-Drucker |
| Paket | 1 kg/Spule; 8 Spulen/Karton oder 10 Spulen/Karton versiegelter Plastikbeutel mit Trockenmittel |
Charaktere
* Verstopft nicht und blasenfrei
* Weniger Verheddern und einfacher in der Anwendung
* Maßgenauigkeit und -konstanz
* Kein Verziehen
* Umweltfreundlich
* Weit verbreitet
Mehr Farben
Verfügbare Farben:
| Grundfarbe | Weiß, Schwarz, Rot, Blau, Gelb, Grün, Natur |
| Andere Farbe | Silber, Grau, Hautfarben, Gold, Rosa, Lila, Orange, Gelbgold, Holzfarben, Weihnachtsgrün, Galaxieblau, Himmelblau, Transparent |
| Fluoreszierende Serie | Fluoreszierendes Rot, fluoreszierendes Gelb, fluoreszierendes Grün, fluoreszierendes Blau |
| Leuchtende Serie | Leuchtendes Grün, Leuchtendes Blau |
| Farbwechselserie | Von Blaugrün zu Gelbgrün, von Blau zu Weiß, von Lila zu Rosa, von Grau zu Weiß |
| Kundenspezifische PMS-Farben akzeptieren | |

Modelshow

Paket
1 kg RollePLA-3D-Druckerfilamentmit Trockenmittel in Vakuumverpackung
Jede Spule in einer separaten Box (Torwell-Box, neutrale Box oder kundenspezifische Box erhältlich)
8 Schachteln pro Karton (Kartongröße 44x44x19cm)

Fabrikanlage

Tipps zum 3D-Druck
1. Das Bett ausrichten
Vor dem Drucken können Sie mit einem Blatt Papier den Abstand zwischen Düse und Druckbett an mehreren Stellen auf dem Druckbett ermitteln. Alternativ können Sie einen Druckbett-Nivellierungssensor installieren, um den Vorgang zu automatisieren.
2. Die ideale Temperatur einstellen
Verschiedene Materialien benötigen unterschiedliche optimale Drucktemperaturen. Auch die Umgebungsbedingungen können die optimale Temperatur beeinflussen. Ist die Drucktemperatur zu hoch, kann das Filament Fäden ziehen. Ist sie hingegen zu niedrig, haftet es nicht am Druckbett oder es kommt zu Wickelproblemen. Passen Sie die Temperatur gemäß der Anleitung des Filaments an oder kontaktieren Sie unseren technischen Support.
3. Eine Reinigung mit Reinigungsfilament oder der Düsenwechsel vor dem Drucken ist eine wirksame Methode, um Verstopfungen zu vermeiden.
4. Lagern Sie das Filament ordnungsgemäß.
Verwenden Sie die Vakuumverpackung oder die Trockenbox, um es trocken zu halten.
Warum haftet das Filament nicht gut auf dem Baubett?
- Temperatur.Bitte überprüfen Sie vor dem Drucken die Temperatureinstellungen (Bett und Düse) und stellen Sie diese entsprechend ein;
- Nivellierung.Bitte prüfen Sie, ob das Druckbett waagerecht ist und ob die Düse nicht zu weit vom Druckbett entfernt oder zu nah daran ist.
- Geschwindigkeit.Bitte prüfen Sie, ob die Druckgeschwindigkeit der ersten Schicht zu hoch ist.
Kontaktieren Sie uns für weitere Informationen. info@torwell3d.comDie
| Dichte | 1,24 g/cm3 |
| Schmelzflussindex (g/10min) | 3,5(190℃/2,16 kg) |
| Wärmeverformungstemperatur | 53℃, 0,45 MPa |
| Zugfestigkeit | 72 MPa |
| Bruchdehnung | 11,8 % |
| Biegefestigkeit | 90 MPa |
| Biegemodul | 1915 MPa |
| IZOD Schlagfestigkeit | 5,4 kJ/㎡ |
| Haltbarkeit | 4/10 |
| Druckbarkeit | 9/10 |
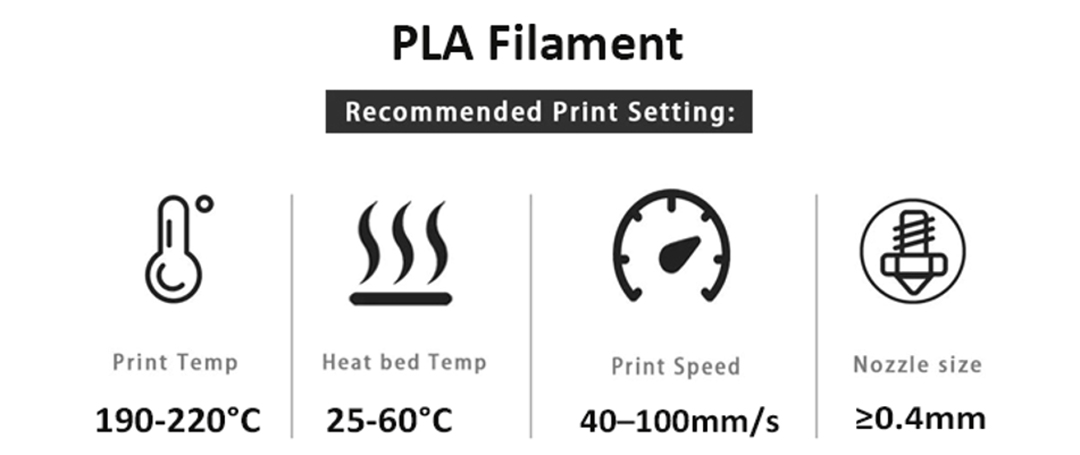
| Extrudertemperatur (℃) | 190 – 220℃ |
| Betttemperatur (℃) | 25 – 60 °C |
| Düsengröße | ≥0,4 mm |
| Lüftergeschwindigkeit | Auf 100% |
| Druckgeschwindigkeit | 40 – 100 mm/s |
| Beheiztes Bett | Optional |
| Empfohlene Bauflächen | Glas mit Klebstoff, Abdeckpapier, blaues Klebeband, BuilTak, PEI |